

Taps and dies are tools used to create thread, which is called threading . Many are cutting tools; others are forming tools. A tap is used to cut or form the female portion of the mating pair (e.g. a nut). A die is used to cut or form the male portion of the mating pair (e.g. a bolt). The process of cutting or forming threads using a tap is called tapping, whereas the process using a die is called threading.
Both tools can be used to clean up a thread, which is called chasing. However, using an ordinary tap or die to clean threads generally removes some material, which results in looser, weaker threads. Because of this, machinists generally clean threads with special taps and dies—called chasers —made for that purpose. Chasers are made of softer materials and don’t cut new threads. However they still fit tighter than actual fasteners, and are fluted like regular taps and dies so debris can escape. Car mechanics, for example, use chasers on spark plug threads, to remove corrosion and carbon build-up.
TAP AND DIE

Tap

{kind=link}
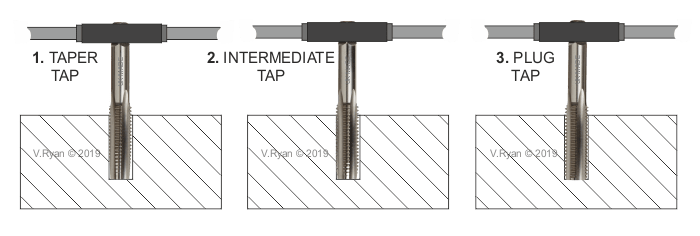
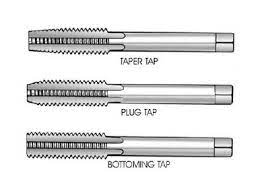
From top: Taper tap, Intermediate tap and Plug tap
{kind=link}
NUT WHICH IS MADE IN INTERNAL THREAD

{kind=link}
A tap and “T” wrench

TYPES OF TAPS
Bottoming tap or plug tap
The tap illustrated in the top of the image has a continuous cutting edge with almost no taper — between 1 and 1.5 threads of taper is typical. This feature enables a bottoming tap to cut threads to the bottom of a blind hole . A bottoming tap is usually used to cut threads in a hole that has already been partially threaded using one of the more tapered types of tap; the tapered end (“tap chamfer”) of a bottoming tap is too short to successfully start into an unthreaded hole. In the US, they are commonly known as bottoming taps, but in Australia and Britain they are also known as plug taps.
Intermediate tap, second tap
The tap illustrated in the middle of the image has tapered cutting edges, which assist in aligning and starting the tap into an untapped hole. The number of tapered threads typically ranges from 3 to 5. Plug taps are the most commonly used type of tap. In the US, they are commonly known as plug taps, whereas in Australia and Britain they are commonly known as second taps.
Taper tap
The small tap illustrated at the bottom of the image is similar to an intermediate tap but has a more pronounced taper to the cutting edges. This feature gives the taper tap a very gradual cutting action that is less aggressive than that of the plug tap. The number of tapered threads typically ranges from 8 to 10. A taper tap is most often used when the material is difficult to work (e.g., alloy steel) or the tap is of a very small diameter and thus prone to breakage.
Power taps
The above taps are generally referred to as hand taps, since they are manually operated. During operation, the machinist must periodically reverse a hand tap to break the chip (also known as swarf ) that forms from cutting. This prevents the cut material from breaking the tap.
The most common type of power driven tap is the “spiral point” plug tap, also referred to as a “gun” tap, whose cutting edges are angularly displaced relative to the tap centreline.

{kind=link}
This feature causes the tap to continuously break the chip and eject it forward into the hole, preventing crowding. Spiral point taps are usually used in holes that go all the way through the material, so that the chips can escape. Another version of the spiral point plug tap is the spiral flute tap, whose flutes resemble those of a twist drill . Spiral flute taps are widely used in high speed, automatic tapping operations due to their ability to work well in blind holes.
Forming tap
A quite different kind of tap is a forming tap. A forming tap, aka a fluteless tap or roll tap, simply forcefully displaces the metal into a thread shape upon being turned into the hole, instead of cutting metal from the sides of the hole as cutting taps do. A forming tap closely resembles a cutting tap without the flutes, or very nearly just like a plain thread. There are lobes periodically spaced around the tap that actually do the thread forming as the tap is advanced into a properly sized hole. The threads behind the lobes are slightly recessed to reduce contact friction. Since the tap does not produce chips, there is no need to periodically back out the tap to clear away chips, which, in a cutting tap, can jam and break the tap. Thus thread forming is particularly suited to tapping blind holes
Die

{kind=link}
A die cuts an external thread on cylindrical material, such as a rod, which creates a male threaded piece that functions like a bolt . Dies are generally made in two styles: solid and adjustable. An adjustable die may be adjusted either by an integrated screw or by a set of screws set in to the die holder (termed a “die stock”). Integral adjusting screws may be arranged to work axially, where the movement of the adjusting screw into a threaded hole in the die forces the slit section of the die open, or tangentially where a screw threaded in to one side of the slit bears against the opposite side of the slit. Dies without integrated screws are adjusted inside the die stock by radially-arranged screws. Two screws in the stock bear in to indentations on either side of the slit, tending to squeeze the slit closed, whilst a third screw with a tapered tip screws in to the slit forcing it open. Working these three screws against each other adjusts the die.
- top left: an older split die, with top adjusting screw
- bottom left: a one piece dies with top adjusting screw
- centre: a one piece dies with side adjusting screw (barely visible on the full image)
- right: two dies without integrated adjusting screws
Solid dies cut a nominal thread form and depth, whose accuracy is subject to the precision the die was made with, and the effects of wear. Adjustable dies can be slightly compressed or expanded to provide some compensation for wear, or to achieve different classes of Adjustable taps also exist but are not common. These have a tip that is split through the flutes and an axial screw which forces the cutting edges slightly apart.
The work piece (blank) to be threaded, which is usually slightly smaller in diameter than the die’s major diameter, is given a slight tapat the end that is to be threaded. This chamfer helps centre the die on the blank and reduces the force required to start the thread cutting. Once the die has started, it self-feeds. Periodic reversal of the die is often required to break the chip and prevent crowding.
Dies made for cleaning up damaged threads, have no split for resizing and are made from a hexagonal bar so that a wrench may be used to turn them. The process of repairing damaged threads is referred to as “chasing.” Rethreading dies cannot be used to cut new threads as they lack chip forming teeth. However the external profile of a die does not strictly map to its function. Manufacturers of dies have produced models in a hex form which are intended for the creation of new threads. These appear identical to solid dies in all aspects besides the external shape. Hexagonal thread cutting dies are used with a die stock with hexagonal holding feature
